Search
Search
- Location
- West of the Severn UK
- Info
- .
Enjoy using Templot?
 Thanks.
Thanks.
Please do not send requests for help direct to me via email.
Post your questions on the forum where everyone can see them and add
helpful replies.
@Phil G @Steve_Cornford
Hi Phil, Steve,
I don't want to comment too much on all this until I have had a chance to build a full V-crossing. That should be possible in a day or two, at least for 1:5 (which doesn't need a CD chair).
But I'm puzzled to see what is the problem you are trying to solve? I have had no difficulty cutting chairs from a raft one at a time with the blue cutters, dropping them into their sockets, and tapping them home using a blunted cocktail stick. It's then easy to build the rails into them knowing that they are not going to move. Admittedly the loose jaws are a bit fiddly until you get the hang of them, but no more so for chairs in the timbers than for chairs on a raft.
If the NC nose clamp needs some tool or jig for handling I will create one, but at present I don't see why it should need more than a bit of Blue-Tack.
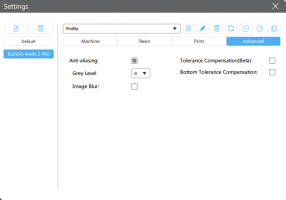
If you are sliding the vee rails into position, the NC doesn't need to move and can be left in its printed position midway between the chairs. Or supported there on the said temporary bit of Blue-Tack between the timbers. For sliding rails you would change the options to solid jaws on the CD and EF chairs, leaving loose jaws for the wing rails on chairs AA and BB. That's why there are all those tick boxes, so that you can change the options to whatever you want. They haven't yet been fully tested -- and can't be until I have got all the chairs done.
In many cases sliding the vee rails won't be possible. It's fine for a single turnout, just like a turnout kit. It may also be possible with a bit of pre-planning elsewhere -- for example if building a crossover in situ, you can slide in the vee rails if you do it before installing the chairs for the turnout-road stock rail on the opposite turnout (or if those chairs are all loose-jaw and you haven't yet installed the rail).
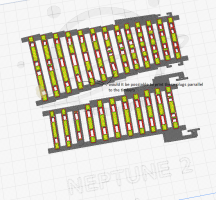
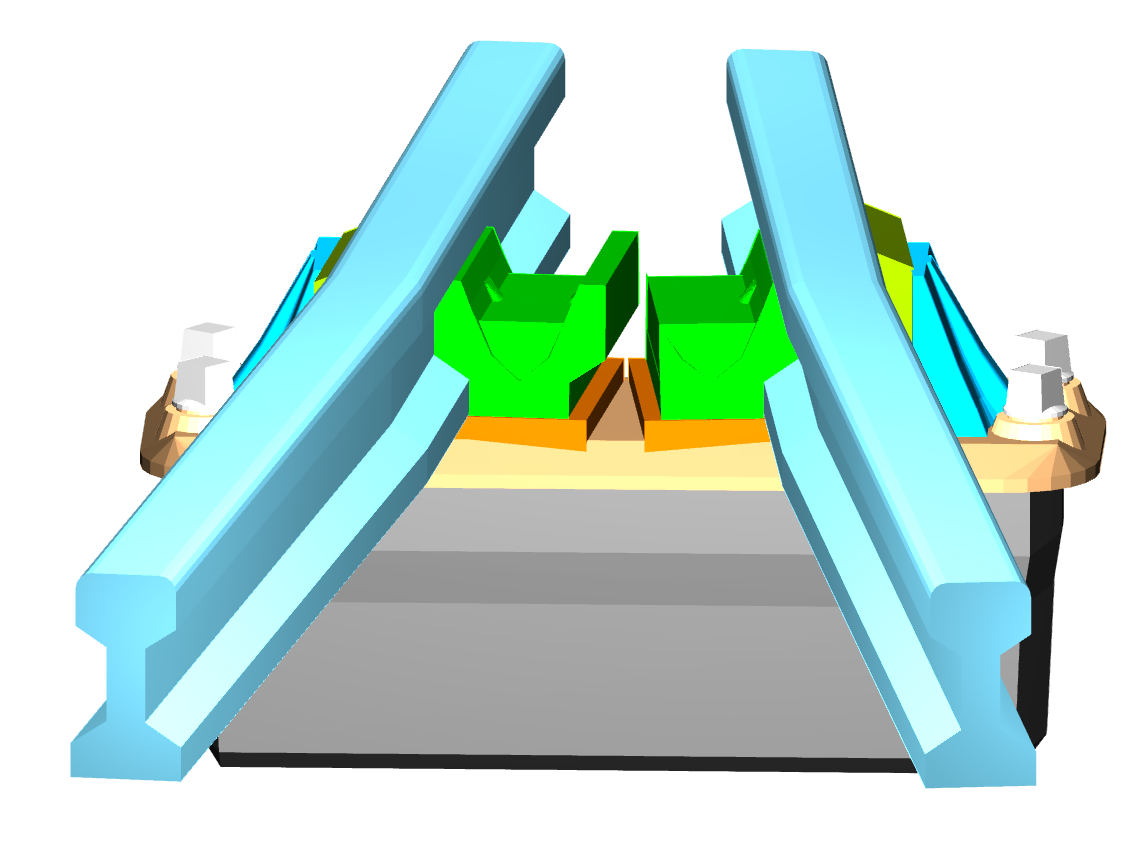
But often in complex formations sliding the rails into position will not be possible. That's the whole point and purpose of plug track, so that the rails can be dropped into position vertically, just like the prototype. Having a pre-built chaired vee might avoid that in some cases, but not all.
Sliding rails also involves the tedious business of filing unprototypical chamfers on the rail end to ease threading. Rails dropped into position don't need that, and it's a joy to build track with crisp flat rail ends, just like the prototype, and no sore fingers from chair threading:
cheers,
Martin.
Hi Phil, Steve,
I don't want to comment too much on all this until I have had a chance to build a full V-crossing. That should be possible in a day or two, at least for 1:5 (which doesn't need a CD chair).
But I'm puzzled to see what is the problem you are trying to solve? I have had no difficulty cutting chairs from a raft one at a time with the blue cutters, dropping them into their sockets, and tapping them home using a blunted cocktail stick. It's then easy to build the rails into them knowing that they are not going to move. Admittedly the loose jaws are a bit fiddly until you get the hang of them, but no more so for chairs in the timbers than for chairs on a raft.
If the NC nose clamp needs some tool or jig for handling I will create one, but at present I don't see why it should need more than a bit of Blue-Tack.
If you are sliding the vee rails into position, the NC doesn't need to move and can be left in its printed position midway between the chairs. Or supported there on the said temporary bit of Blue-Tack between the timbers. For sliding rails you would change the options to solid jaws on the CD and EF chairs, leaving loose jaws for the wing rails on chairs AA and BB. That's why there are all those tick boxes, so that you can change the options to whatever you want. They haven't yet been fully tested -- and can't be until I have got all the chairs done.
In many cases sliding the vee rails won't be possible. It's fine for a single turnout, just like a turnout kit. It may also be possible with a bit of pre-planning elsewhere -- for example if building a crossover in situ, you can slide in the vee rails if you do it before installing the chairs for the turnout-road stock rail on the opposite turnout (or if those chairs are all loose-jaw and you haven't yet installed the rail).
But often in complex formations sliding the rails into position will not be possible. That's the whole point and purpose of plug track, so that the rails can be dropped into position vertically, just like the prototype. Having a pre-built chaired vee might avoid that in some cases, but not all.
Sliding rails also involves the tedious business of filing unprototypical chamfers on the rail end to ease threading. Rails dropped into position don't need that, and it's a joy to build track with crisp flat rail ends, just like the prototype, and no sore fingers from chair threading:
cheers,
Martin.
message ref: 7024
")